HS664
HS664 è una linea di centri di fresatura a 3, 4 e 5 assi con corse degli assi X, Y e Z rispettivamente di 600, 560 e 400 mm. I prodotti HS664 V sono caratterizzati dalla presenza di una tavola fissa di dimensioni 1000x550 mm, i prodotti HS664 RT hanno invece una tavola roto-basculante integrata a 5 assi continui.
La linea di fresatrici HS664 è caratterizzata da:
- elevate accelerazioni ed avanzamenti degli assi;
- alte velocità di rotazione dei mandrini;
- sofisticati algoritmi del controllo numerico Fidia;
- basamento in ghisa di alta rigidezza.
Questi elementi danno origine a sistemi produttivi in grado di ridurre drasticamente i tempi di esecuzione dei cicli di lavoro rispetto alle macchine fresatrici tradizionali sfruttando integralmente le prestazioni degli utensili di ultima generazione. I centri di fresatura HS664 sono versatili, idonei alla lavorazione di leghe tenaci e di acciai, oltre 60 HRC, ma anche di leghe leggere e di grafite. Sono l’evoluzione naturale del prodotto HS644, del quale conservano la morfologia a montante mobile ed affinano le soluzioni tecniche. La caratteristica struttura a portale mobile garantisce la massima rigidità e la migliore prestazione in ogni condizione di lavoro.
Il progetto ha posto particolare attenzione al contenimento ed allo smaltimento dei trucioli per rendere il prodotto idoneo anche a produzione di serie con grandi asportazioni di truciolo. Il design dei ripari consente una vista ottimale del pezzo in lavorazione ed un agevole caricamento con carroponte. I centri di fresatura HS664 utilizzano, tra gli altri, due mandrini realizzati per rispondere alle più avanzate richieste del mercato: un potente mandrino con cono HSK63 da 24.000 1/min e un velocissimo mandrino da 36.000 1/min con il robusto cono HSK 50. I prodotti HS664 possono di lavorare superfici tridimensionali complesse utilizzando part-program generati dai sistemi CAM esterni o residenti sul CNC oppure di fresare i dati digitalizzati.
I centri di fresatura HS664 utilizzano il controllo numerico Fidia. Le applicazioni più diffuse riguardano la lavorazione di stampi per forgiatura, di stampi e modelli per calzature, di stampi per elettrodomestici, giocattoli, gioielli e per l’industria elettronica, di componenti per l’industria aeronautica e la lavorazione di elettrodi in rame e grafite.
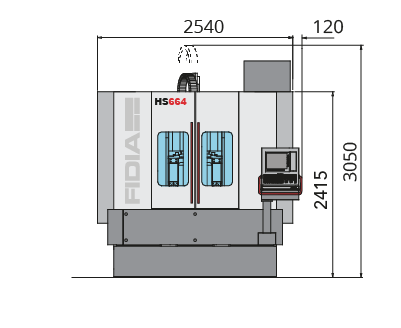
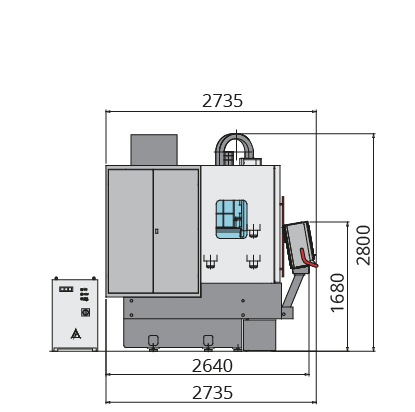
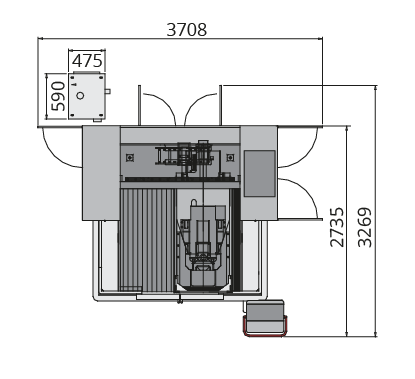
Specifiche tecniche e layout HS664
Le soluzioni tecniche
Tutti i movimenti lineari sono effettuati dalla testa di fresatura portamandrino. I criteri che hanno determinato la scelta della struttura a banco fisso sono:
- stabilità delle forze in gioco , indipendentemente dal peso del pezzo in lavorazione e conseguente possibilità di ottimizzare le tarature degli asservimenti;
- ottima visibilità del pezzo in lavorazione;
- ampie possibilità di personalizzazione;
- contenimento dell’ingombro macchina.
Il basamento, realizzato in ghisa, è dimensionato per non richiedere fondazioni dedicate, mentre le strutture mobili, in acciaio, offrono il migliore rapporto massa rigidezza.
Gli assi lineari
Le guide degli assi lineari sono realizzate con elementi a rotolamento per permettere velocità di avanzamento elevate, per ridurre gli attriti causa di errori all’inversione del moto e di riscaldamento delle strutture. Gli azionamenti degli assi utilizzano la tecnologia digitale con i seguenti vantaggi:
- ottimizzazione del comportamento dinamico della macchina fresatrice;
- miglioramento della risoluzione e delle precisione di lavorazione.
Il movimento degli assi è ottenuto con viti a ricircolo di sfere e motori brushless. La posizione degli assi lineari è rilevata da trasduttori ad alta risoluzione montati sui motori o mediante righe ottiche. Le guide e le viti a ricircolo di sfere sono lubrificate automaticamente con grasso.
I mandrini
Per comporre la soluzione più adatta alle specifiche necessità sono disponibili mandrini con potenze fino a 55 kW e velocità massime fino a36.000 1/min. Tutti i mandrini utilizzano cuscinetti a sfere ceramiche e sono condizionati mediante circolazione di liquido a temperatura controllata. La tecnologia del controllo vettoriale utilizzata per gli azionamenti degli elettromandrini conferisce agli stessi un ottimo comportamento anche a basso numero di giri. HS664 utilizza una tavola portapezzo fissa di notevoli dimensioni rispetto al campo operativo, la tavola è realizzata in ghisa, con cave a T per permettere un’agevole staffaggio di pezzi, di sistemi di centraggio e bloccaggio automatico, ma anche di tavole rotanti, 4°asse, e rotobasculanti, 4° e 5° asse.
La versione RT
La macchina fresatrice HS664 RT che utilizza una tavola rotobasculante integrata, con platorello di diametro fino a 400 mm, è la risposta alla necessità di effettuare lavorazioni complesse a 5 assi simultanei anche con forti asportazioni ed è quindi adatta sia al settore degli stampi, sia a quello aeronautico. La tavola con corpo in ghisa è stata integrata nel basamento al fine di garantire la lavorazione di pezzi di diametro fino a 570 mm, favorendo lo smaltimento dei trucioli senza peraltro comprometterne la manutenibilità. Gli assi rotativi, 4° e 5° asse sono dotati di trasduttori diretti e possono operare sia in interpolazione continua, sia bloccati da freni a comando idraulico.
HS664RT
Il cambio utensili automatico
E’ costituito da una catena rototraslante con alloggiamento da 20 a 60 utensili. E’ inserito nella slitta dell’asse X, opportunamente protetto da trucioli e refrigerante.
Il volume operativo
Il volume operativo è stato progettato per permettere il completo contenimento dei trucioli ed il loro agevole smaltimento. La copertura è facilmente apribile per permettere anche il caricamento dall’alto dei pezzi e delle attrezzature.
Il presetting dell’utensile
Il presetting automatico della lunghezza dell’utensile nella macchina fresatrice semplifica le procedure di attrezzaggio per le nuove lavorazioni o per la sostituzione di utensili usurati. Indispensabile per le lavorazioni non presidiate, è disponibile in versione con sonda digitale o con sonda laser focalizzata. Quest’ultima permette, oltre al controllo della lunghezza, anche il controllo del diametro e della forma dell’utensile.
È inoltre disponibile la misura e la verifica di utensili speciali quali:
- utensili multitagliente;
- testine angolari;
- gestione avanzata dei dati utensile su Chip elettronico.
La lubrorefrigerazione degli utensili e il trasportatore trucioli
Gli impianti per la lubrificazione minimale e per la lubrorefrigerazione dell’utensile con oli emulsionabili sono una dotazione standard e sono abbinati ad una vasca di raccolta trucioli su ruote. Il trasportatore trucioli di tipo dragante, supportato da adeguati getti di refrigerante, garantisce la pulizia del campo operativo anche nelle più gravose condizioni di asportazione. Il trasportatore è dotato di filtri autopulenti ed è equipaggiato con una pompa per la lubrorefrigerazione esterna dell’utensile. Può essere abbinato, in presenza del mandrino da 25.8 kW, ad un impianto che permette la lubrorefrigerazione dell’utensile con liquido ad alta pressione , 50 bar, attraverso l’albero del mandrino.
L’unità di aspirazione polveri
Essenziale in caso di lavorazione di grafite o resine, è costituita da un aspiratore ad alta portata, montato esternamente alla macchina fresatrice, equipaggiato con filtri autopulenti ad altro grado di filtrazione e capaci di operare in presenza di polveri esplosive. La totale assenza di organi in movimento sotto il piano di lavoro rende il prodotto HS664 particolarmente adatto a questa applicazione.
Il magazzino pezzi automatico
Il caricatore con magazzino pezzi automatico, per 8 o 16 pezzi, consente una notevole estensione dell’autonomia della macchina fresatrice. La lavorazione non presidiata di elettrodi in rame o grafite, di parti in alluminio, di tasselli in acciaio o di modelli diventa quindi realizzabile con facilità. I magazzini sono interfacciabili sia con le versioni a 3 assi che quelle a 5 assi. Sono montati su guide per permettere l’accesso dell’operatore alla parte anteriore della macchina fresatrice e facilitare la messa a punto dei programmi.
| DATI TECNICI | |||
| Corse degli assi lineari | |||
| X | 600 mm | ||
| Y | 560 mm | ||
| Z | 400 mm | ||
| Velocità degli assi lineari | |||
| X Y Z | 30 m/min | ||
| Precisione di posizionamento | |||
| X Y Z | ± 0,003 mm | ||
| Magazzino utensili | |||
| posizioni | 20 - 30 - 42 | ||
| Opzioni principali | |||
| Trasportatore trucioli | |||
| Presetting utensile | |||
| Unità di aspirazione delle polveri di grafite | |||
| Digitalizzazione | |||
| Magazzino automatico per 8 o 16 pezzi | |||
| Tavola continua ad asse orizzontale Ø 200 o 250 mm | |||
| Tavola rotobasculante indexata Ø 180 mm | |||
| Tavola rotobasculante continua Ø 200 o 250 mm | |||
| Peso | |||
| 6100 kg in configurazione HS664 V base | |||
| TESTE DI FRESATURA | M3A/19-36 | M3A/25-24 | |
| Velocità massima mandrino | 36000 1/min | 24000 1/min | |
| Potenza massima | 19,5 kW | 25,8 kW | |
| Portautensile | HSK50E | HSK63A/E | |
| TAVOLE STANDARD | HS664 V | HS664RT | |
| Tavola portapezzo | Tavola rotobasculante TRT/L-570 | ||
| dimensioni | 1000 x 550 mm | Platorello Ø 400 mm | |
| cave a T | N° 4 + 1, larghezza 18 mm passo 100 mm | N°6 x 14 mm | |
| diametro max in rotazione | C = Ø 520 mm / 570 mm | ||
| corsa asse A | ± 110° | ||
| corsa asse C | rollover | ||
| portata | 700 kg | 350 kg | |












