Macchina Fresatrice G996
La macchina fresatrice G996 è il risultato della lunga esperienza FIDIA nel campo della fresatura ad alta velocità e ad alte prestazioni. Dopo aver interpretato per anni il bisogno di migliorare la qualità e la precisione nelle lavorazioni complesse con l’introduzione sul mercato di macchine fresatrici orientate alla finitura, Fidia ha fatto sue le nuove esigenze delineatesi sui mercati dove l’ottimizzazione del ciclo produttivo diventa priorità assoluta.
Coniugare alta dinamica con robustezza, grandi asportazioni in sgrossatura con elevate precisioni in finitura, modularità delle configurazioni con la razionalizzazione degli investimenti, è stata la sfida raccolta dalla macchian fresatrice G996. Il risultato è un sistema che prevede diversi equipaggiamenti di fresatura, abbinabili ad altrettante soluzioni di tavole porta-pezzo, per soddisfare la gran parte delle esigenze di lavorazioni a 3 e 5 assi continui o indexati. I settori a cui la macchina fresatrice G996 si rivolge sono tutti quelli che richiedono elevate precisioni e asportazioni, sia in campo stampistico sia in meccanica generale o aeronautica.
Caratteristiche e layout

La struttura
Il basamento è una fusione monolitica in ghisa, che conferisce una stabile base di appoggio agli elementi mobili. Le strutture mobili, anch’esse in fusione, sono state progettate per sostenere elevate accelerazioni in assenza di deformazioni dinamiche, e al tempo stesso garantire capacità smorzante per il massimo sfruttamento delle coppie elevate del mandrino. Le scelte progettuali adottate, con l’utilizzo della ghisa sferoidale e del sistema di guide con 6 punti di appoggio per ciascun asse, hanno reso possibile questo difficile compromesso. Il fronte macchina aperto garantisce visibilità durante le lavorazioni.
Fondazione
Il basamento auto-portante consente l’installazione della macchina fresatrice su normale pavimento industriale, senza necessità di una specifica fondazione.
La dinamica ed il controllo termico
Le catene cinematiche impiegano una tecnologia a chiocciole rotanti e a viti fisse. Questa soluzione presenta numerosi vantaggi:
- aumento del diametro delle viti a sfere;
- riduzione dei momenti di inerzia;
- estrema rigidezza nella trasmissione del moto;
- controllo termico con passaggio di fluido refrigerante attraverso le viti cave.
Tutti gli elementi soggetti a generare calore, quali motori assi, viti, supporti chiocciole, elettromandrini, sono monitorati e raffreddati per mezzo di un sistema di condizionamento centralizzato. Opportune sonde rilevano inoltre gli andamenti delle temperature ambientali e strutturali, fornendo quindi un quadro di monitoraggio complessivo. Si ottiene così la massima precisione anche nel contesto di lavorazioni molto lunghe, con molteplici riprese e cambi utensili.
La configurabilità
La macchina fresatrice G996 in configurazione base a 3 assi è equipaggiata con un mandrino ad alta velocità capace di eseguire fresature, alesature, forature e maschiature, sempre in contesti di alto rendimento.
La tavola fissa porta-pezzo può essere sostituita da soluzioni di tavole roto-basculanti a culla (versione RT), particolarmente idonee alla lavorazione di forme e geometrie complesse. Queste tavole sono equipaggiate di potenti motori-coppia, che innalzano le prestazioni di questi sistemi ai più alti livelli. Viene così garantito anche il massimo beneficio derivante dalle crescenti possibilità dei sistemi di programmazione a 5 assi continui. L’interfacciabilità con sistemi standardizzati e modulari di pallettizzazione automatica di tipo WPM ed MP (Multi pallet), consentono la riduzione dei tempi morti e la completa automazione del ciclo produttivo.
Cambio Utensili e Presetting Automatico
I magazzini utensili da 24 a 120 posti sono posizionati all’interno della struttura, accessibili attraverso uno sportello di grandi dimensioni ed opportunamente protetti da polveri, liquidi e trucioli di lavorazione. Lo strumento di misura degli utensili, attraverso raggio laser incorporato nella struttura del basamento, permette la verifica di lunghezza, diametro e forma con utensile in rotazione nelle reali condizioni di utilizzo, minimizzando di conseguenza gli eventuali errori “in process”. È inoltre disponibile la misura e la verifica di utensili speciali quali:
- utensili multitagliente;
- testine angolari;
- gestione avanzata dei dati utensile su Chip elettronico.
| DATI TECNICI | |||
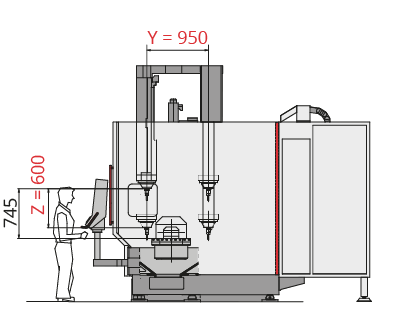
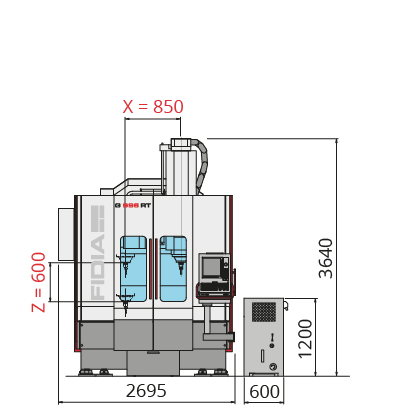
| Corse degli assi lineari | |||
| X | 850 mm | ||
| Y | 950 mm | ||
| Z | 600 mm | ||
| Velocità degli assi lineari | |||
| X Y Z | 45 m/min | ||
| Precisione di posizionamento | |||
| X Y Z | ± 0,003 mm | ||
| Accelerazione massima | |||
| 10 m/s2 | |||
| Magazzino utensili | |||
| posizioni | 24 - 42 - 84 | ||
| Peso macchina base | |||
| 17000 kg | |||
| TESTE DI FRESATURA | |||
| Elettromandrino 3 assi | versione V / RT | ||
| Potenza massima (S6) | 30 kW | ||
| Coppia massima (S6) | 105 Nm | ||
| Velocità max di rotazione mandrino | 24000 1/min | ||
| Cono attacco portautensili | HSK63A | ||
| Teste Birotative | indexata BSH | continua M5A | |
| Campo di lavoro (X Y) | 970 x 1070 mm | 850 x 950 mm | |
| Corsa asse B | -102°/+24° | ±110° | |
| Passo asse B | 3° | continuo | |
| Corsa asse C | -177°/+180° | ± 360,1° | |
| Passo asse C | 3° | continuo | |
| Velocità max di rotazione mandrino | 30000 1/min | 32000 1/min | |
| Potenza massima (S6) | 22 kW | 7,5 kW | |
| Cono attacco portautensili | HSK50E | HSK40E | |
| TAVOLA STANDARD | |||
| Dimensioni | 1200 x 850 mm | ||
| Portata | 2000 kg | ||
| N° e dimensioni cave a T | n° 4 +1 (H7) x 18 mm passo 160 mm | ||
| TAVOLA RT | L-900 | L-1000 | |
| Dimensioni | 600 x 600 mm | Ø 800 mm | |
| Diametro massimo in rotazione | 960 mm | 1090 mm | |
| Asse A - corsa - velocità - accelerazione | ±120° 50 1/min 2000 °/s2 | ± 125° 50 1/min 2000 °/s2 |
|
| Asse C - corsa - velocità - accelerazione | rollover 100 1/min 2000 °/s2 |
||
| Capacità di carico | 850 kg | 1200 kg | |










